Качество наплавки на 60–70% определяется подготовкой, а не самим процессом нанесения металла. Большинство дефектов наплавленного слоя – поры, трещины, несплавления, высокая твёрдость ЗТВ, коробление детали – имеют одну общую причину: нарушения именно на подготовительном этапе. Наплавить поверх ржавчины, грязи или без необходимого подогрева технически возможно. Гарантировать ресурс такого ремонта – нет.
В этой статье – последовательный разбор трёх этапов подготовки вала к наплавке: входная дефектовка, подготовка поверхности и предварительный подогрев. Каждый этап рассматривается с указанием конкретных методов, измерительных параметров и критериев принятия решений.
Этап 1. Входная дефектовка вала
Дефектовка – это не «посмотреть глазами». Это формализованная процедура контроля, по результатам которой принимаются три возможных решения: вал пригоден к восстановлению, требует дополнительной подготовки (правки, расточки, заварки) перед наплавкой, или подлежит выбраковке. Проведение наплавки без предварительной дефектовки – гарантированный риск скрытого дефекта в уже восстановленной детали.
1.1. Визуальный и измерительный контроль
Визуальный осмотр выполняется при хорошем освещении, при необходимости – с лупой кратностью 4–10×. Фиксируются все видимые дефекты поверхности: задиры, риски, питтинг, следы фреттинг-коррозии, зоны перегрева (побежалость, цвета побежалости синего и фиолетового спектра), следы контактного смятия.
Измерительный контроль выполняется микрометром или нутромером в следующем порядке:
- диаметр посадочной шейки измеряется минимум в трех поперечных сечениях (у торца, в середине, у противоположного торца) и в двух взаимно перпендикулярных плоскостях в каждом сечении – итого не менее 6 замеров на шейку;
- из результатов замеров определяется фактическое отклонение от номинала, а также овальность (разность максимального и минимального диаметров в одном сечении) и конусность (разность диаметров в крайних сечениях);
- результаты фиксируются в дефектовочной карте или протоколе: фактические значения, номинал, допуск, отклонение.
Контроль биения выполняется при установке вала в центрах или на призмах с индикатором часового типа. Измеряется радиальное биение каждой посадочной шейки относительно базовых поверхностей (не затронутых износом шеек или центровых отверстий). Допустимое биение перед наплавкой – не более 0,3–0,5 мм; при большем значении требуется предварительная правка.
Важно: биение измеряется до наплавки, а не только после. Если вал деформирован и это не выявлено до ремонта, наплавка «закрепит» деформацию – выправить вал после нанесения слоя значительно сложнее.
1.2. Контроль шлицев, резьбы и переходных зон
Шлицевые участки контролируются на ширину впадины (калиброванными роликами или штангенциркулем со специальными губками) и на наличие смятия и выкрашивания боковых поверхностей шлицев. Допустимое увеличение ширины впадины – по классу точности зацепления: как правило, не более 0,10–0,15 мм для передач со средними нагрузками.
Резьбовые участки проверяются резьбовыми калибрами (проходной – непроходной) или визуально на смятие и срыв витков. Резьбу, поврежденную на протяжении более двух витков в рабочей зоне, необходимо восстановить до наплавки посадочных шеек – иначе при финишной обработке вала доступ к резьбе может быть ограничен.
Переходные радиусы (галтели) осматриваются особо тщательно: именно здесь концентрируются усталостные напряжения и чаще всего зарождаются трещины. Острые риски или задиры в зоне галтели – основание для капиллярного контроля перед наплавкой.
1.3. Дефектоскопия на трещины
Наплавка поверх детали с усталостной трещиной не устраняет трещину – она продолжает развиваться под наплавленным слоем. Выявление трещин перед ремонтом – обязательный элемент технически ответственного восстановления.
Применяются следующие методы:
- магнитопорошковый контроль (МПК) – основной метод для ферромагнитных сталей (большинство конструкционных и легированных марок); выявляет поверхностные и приповерхностные трещины длиной от 0,1–0,2 мм; требует намагничивания и нанесения магнитного порошка или суспензии; применяется для валов из сталей 45, 40Х, 40ХН, 30ХГСА и аналогов;
- капиллярный контроль (ПВК) – применяется для аустенитных, немагнитных сталей и цветных сплавов; выявляет только выходящие на поверхность трещины; менее чувствителен к приповерхностным дефектам по сравнению с МПК; незаменим для нержавеющих и высоколегированных марок;
- ультразвуковой контроль (УЗК) – применяется при подозрении на внутренние дефекты: расслоения, глубокие трещины, несплошности в теле вала; менее доступен в полевых условиях, требует квалифицированного оператора и тарировки оборудования.
Вал с выявленной усталостной трещиной не восстанавливается методом наплавки и не вводится в эксплуатацию. Трещина – безусловное основание для выбраковки детали вне зависимости от объёма износа и стоимости вала.
1.4. Определение материала вала
Выбор режима наплавки и наплавочного материала напрямую зависит от марки стали вала. Если документация на деталь недоступна, марка стали определяется одним из следующих способов:
- по маркировке на торце вала или в паспорте редуктора (при наличии);
- по справочным данным для конкретной модели техники и узла;
- методом искровой пробы – грубая экспресс-оценка по характеру пучка искр при касании к шлифовальному кругу (позволяет разграничить низко-, средне- и высокоуглеродистые стали);
- портативным XRF-анализатором (рентгенофлуоресцентный анализ) – точное определение химического состава без разрушения детали; применяется для ответственных валов при наличии оборудования.
На основании определённого состава рассчитывается углеродный эквивалент – ключевой параметр, определяющий необходимость и температуру предварительного подогрева (подробнее – в разделе 3).
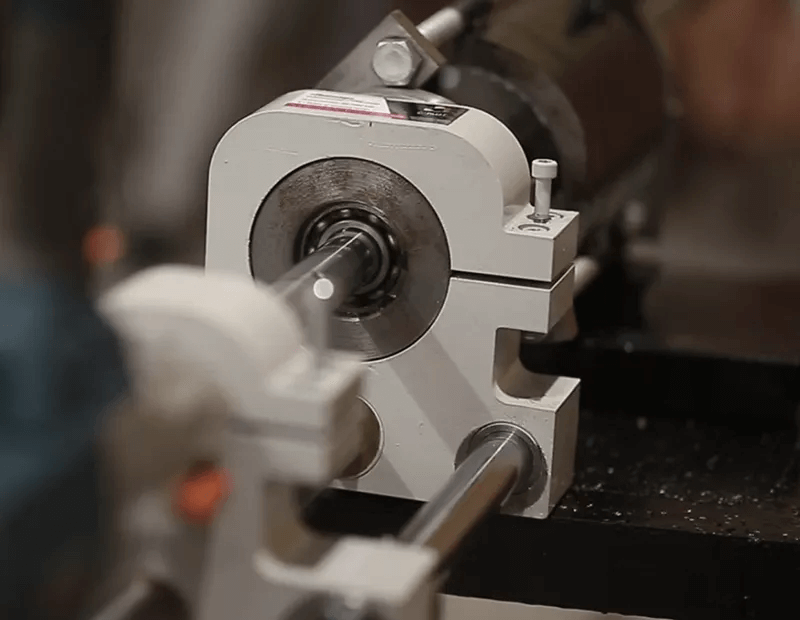
Этап 2. Подготовка поверхности вала
Цель подготовки поверхности – обеспечить металлургический контакт наплавочного материала с основным металлом. Любая плёнка – оксидная, масляная, лакокрасочная, коррозионная – является барьером для сплавления и источником газовых пор в наплавленном слое.
2.1. Механическая очистка
Механическая очистка выполняется первой и преследует две задачи: удаление видимых загрязнений и дефектного поверхностного слоя металла.
- Шлифование абразивным инструментом (шлифовальный круг или лента) – основной метод для удаления окалины, ржавчины, задиров и поверхностно-дефектного слоя. Глубина съёма – 0,2–0,5 мм от видимой поверхности, до «чистого» блестящего металла без тёмных включений и питтинговых каверн.
- Токарная обдирка – применяется, если шейка имеет значительный неравномерный износ с задирами: черновое точение убирает все поверхностные дефекты за один проход, одновременно обеспечивая цилиндрическую форму зоны наплавки (что упрощает ведение наплавочного валика и контроль припуска).
- Зачистка металлической щёткой – вспомогательная операция для удаления рыхлой ржавчины и окалины перед шлифованием; не является самостоятельным методом подготовки под наплавку.
После механической очистки поверхность должна иметь металлический блеск без тёмных пятен, питтинга и включений. Если после съёма 0,5 мм дефекты остаются – необходим дополнительный съем или переоценка целесообразности восстановления.
2.2. Обезжиривание
Масло, смазка, СОЖ и их остатки при попадании в зону наплавки разлагаются с образованием водорода и углерода. Водород растворяется в жидком металле шва и при кристаллизации создает поры. Углерод при высоком его содержании в зоне сплавления увеличивает твёрдость и хрупкость переходного слоя.
Обезжиривание выполняется непосредственно перед наплавкой – после всех механических операций:
- протирка ветошью, смоченной в ацетоне, этаноле или специальном обезжиривателе (например, HELISOLV, NORTON Clean); направление протирки – от зоны наплавки наружу, а не круговыми движениями;
- при наличии глубоких шлицев, канавок и отверстий в зоне нагрева – промывка растворителем со сдуванием остатков сжатым воздухом;
- промывка ультразвуком в ванне с растворителем – при обработке партий деталей или при сложном рельефе поверхности.
Нагрев детали для обезжиривания «выжиганием» масла горелкой без предварительного удаления загрязнений недопустим: продукты разложения масла образуют твердые углеродистые отложения в порах и рисках, которые затем переходят в наплавленный слой.
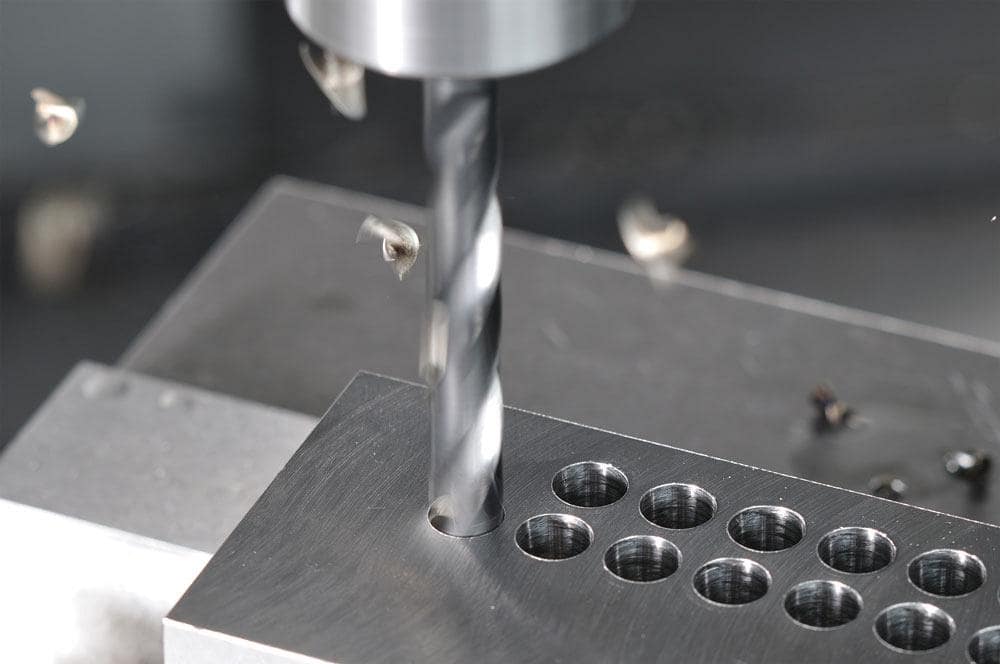
2.3. Токарная обработка под наплавку
Если шейка имеет неравномерный износ (разнобой диаметров в разных сечениях более 0,3–0,5 мм), перед наплавкой выполняется черновое точение до выравнивания цилиндра. Это преследует три цели:
- обеспечивает равномерный припуск под наплавку по всей длине шейки – исключает местную недостаточную толщину наплавленного слоя;
- устраняет задиры и питтинг, которые при наплавке «зарываются» в шов и образуют дефектные включения;
- упрощает ведение наплавочного валика: на правильном цилиндре проще выдержать постоянное расстояние от сопла до детали и угол ведения электрода.
Минимальная глубина точения определяется глубиной наиболее глубокого дефекта плюс 0,1–0,2 мм: если задир имеет глубину 0,4 мм, обдирка должна снять не менее 0,5–0,6 мм. После обдирки диаметр шейки оказывается меньше номинала; припуск наплавки рассчитывается как разность между номиналом и фактическим диаметром после обдирки, плюс припуск на мехобработку (2,5–4,0 мм на сторону).
2.4. Заглушение отверстий и защита резьб
В зоне нагрева при наплавке могут находиться смазочные отверстия, резьбовые участки и канавки под стопорные кольца. Каждый из них требует защиты:
- смазочные отверстия заглушаются медными или графитовыми пробками или временно закрываются медной фольгой; к алюминиевым и стальным заглушкам расплав не прилипает;
- резьбовые участки закрываются медными гайками или обматываются медной фольгой – медь не привариваются к стальной детали и снимается после наплавки;
- канавки под стопорные кольца и шпоночные пазы закрываются медными или графитовыми вставками; форма вставки должна точно соответствовать профилю канавки, иначе наплавленный металл затекает в зазор.
Этап 3. Предварительный подогрев
Предварительный подогрев – наиболее технически значимый и наиболее часто пропускаемый этап подготовки. Именно отсутствие или недостаточный подогрев является причиной большинства трещин в наплавленном слое и зоне термического влияния при работе со средне углеродистыми и легированными сталями.
3.1. Физический смысл предварительного подогрева
При наплавке металл в зоне сплавления нагревается до температуры выше точки плавления (~1 400–1 500 °C для стали) и быстро охлаждается после прохода электрода или горелки. Скорость охлаждения определяется разностью температур между нагретой зоной и «холодным» телом детали.
При высокой скорости охлаждения в среднеуглеродистых и легированных сталях (с углеродным эквивалентом Ceq > 0,40) образуется мартенсит – твёрдая, но хрупкая микроструктура, обладающая значительными внутренними напряжениями растяжения. При достаточно высоком уровне этих напряжений (в сочетании с водородным охрупчиванием от влаги и загрязнений) в зоне ЗТВ образуются холодные трещины – как правило, в первые часы после наплавки.
Предварительный подогрев снижает скорость охлаждения, уменьшает долю мартенсита, снижает уровень остаточных напряжений и создает условия для диффузии водорода из зоны шва до его критического накопления.
3.2. Углеродный эквивалент: расчет и интерпретация
Углеродный эквивалент (Ceq) – расчётный показатель, обобщающий влияние всех легирующих элементов на склонность стали к образованию мартенсита и холодных трещин. Наиболее распространённая формула (по МЭС/ISO):
Ceq = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
где C, Mn, Cr, Mo, V, Ni, Cu – массовые доли соответствующих элементов в процентах по данным химического анализа или справочника.
| Ceq | Склонность к трещинам | Решение по подогреву | Типичные марки сталей |
| < 0,35 | Низкая | Подогрев не требуется (при толщине детали < 30 мм) | Ст3, 20, 25, Ст5 |
| 0,35–0,45 | Умеренная | Подогрев 100–150 °C при толщине > 20 мм и жёстких условиях охлаждения | 35, 45, 35Г, 40Г |
| 0,45–0,60 | Высокая | Подогрев 150–250 °C обязателен | 40Х, 45Х, 30ХМ, 35ХГСА |
| 0,60–0,80 | Очень высокая | Подогрев 250–350 °C, медленное охлаждение, послесварочный отжиг | 40ХН, 40ХН2МА, 30ХГСА, 38Х2МЮА |
| > 0,80 | Критическая | Подогрев 350–450 °C, отжиг обязателен; возможна альтернатива наплавке | ШХ15, У8А, 65Г, Х12МФ, быстрорежущие |
Табличные значения – ориентировочные. На расчетную температуру подогрева дополнительно влияют: толщина сечения вала (жесткость теплоотвода), толщина наплавляемого слоя, температура окружающего воздуха и степень сдержанности (закрепления) детали в приспособлении.
3.3. Методы подогрева
Выбор метода подогрева определяется габаритами вала, требуемой температурой и условиями ремонта (цеховые или полевые).
- Газовая горелка (пропан-кислород или ацетилен-кислород) – наиболее распространенный метод в ремонтной практике. Обеспечивает быстрый нагрев, не требует специального оборудования. Недостаток – неравномерность нагрева при больших диаметрах и длине: перегрев у торца при недогреве в середине. При использовании горелки вал нагревается медленными круговыми движениями по всей длине зоны наплавки, с регулярным контролем температуры пирометром.
- Индукционный подогрев – наиболее точный и равномерный метод. Индукционная катушка охватывает шейку, нагрев происходит в глубине металла. Обеспечивает минимальный перепад температур по сечению, что особенно важно для валов большого диаметра (> 100 мм). Применяется в оснащенных цехах.
- Муфельная печь или термошкаф – применяется для малогабаритных валов (длина до 600–700 мм); обеспечивает наиболее равномерный прогрев по всему объему детали. После нагрева до рабочей температуры деталь извлекается и немедленно переносится к сварочному посту.
- Резистивный нагрев (нагревательные маты, керамические нагревательные элементы) – применяется при полевом ремонте или для зонального подогрева при наплавке без демонтажа.
3.4. Контроль температуры подогрева
Контроль температуры – обязательная операция, не опциональная. «Нагрел до красноты» или «прогрел минут пять» – не является контролем.
- Пирометр (бесконтактный инфракрасный термометр) – основной инструмент в ремонтной практике. Измерение выполняется на расстоянии 10–30 мм от зоны наплавки, не менее чем в трех точках по длине шейки. Коэффициент излучения пирометра должен быть настроен на стальную поверхность (ε ≈ 0,7–0,8 для зачищенной стали).
- Термокарандаши (термоиндикаторные мелки) – контактный метод; при достижении целевой температуры след мелка плавится и меняет цвет. Применяются как вспомогательный инструмент при отсутствии пирометра; точность ±15–25 °C.
- Термопары с регистратором – применяются при индукционном или резистивном нагреве для непрерывного мониторинга и документирования термического цикла.
Температура подогрева измеряется не в самой зоне нагрева (где она заведомо выше из-за теплового источника), а на расстоянии 30–75 мм от планируемой зоны наплавки – там, где тепло распределилось по сечению равномерно.
3.5. Поддержание температуры в процессе наплавки
Температура предварительного подогрева – это минимальный уровень, ниже которого нельзя начинать наплавку. Однако не менее важно поддерживать эту температуру в процессе всей наплавки, не допуская остывания вала между проходами.
- температура между проходами (интерпассная температура) не должна опускаться ниже температуры предварительного подогрева и не должна превышать 250–300 °C (верхний предел ограничивает рост зерна и снижение ударной вязкости металла ЗТВ);
- при многопроходной наплавке на крупных валах необходимы периодические паузы для выравнивания температуры по сечению с контролем пирометром;
- при полевом ремонте в холодное время года (температура воздуха ниже +5 °C) температура предварительного подогрева повышается на 20–30 °C относительно таблицы, а вал в перерывах между проходами укрывается термоизолирующим материалом (асбестовое полотно, стекловата в металлическом кожухе).
Сводный чек лист подготовки вала к наплавке
Приведенный перечень охватывает минимально необходимые операции для технологически корректной подготовки. Порядок выполнения – строго последовательный.
| № | Операция | Инструмент / метод | Критерий выполнения |
| 1 | Визуальный осмотр: задиры, питтинг, следы перегрева, повреждение галтелей | Лупа 4–10×, хорошее освещение | Составлен перечень видимых дефектов |
| 2 | Измерение диаметров посадочных шеек (мин. 6 замеров на шейку) | Микрометр, нутромер | Протокол замеров: ∅факт, овальность, конусность |
| 3 | Контроль радиального биения в центрах или на призмах | Индикатор часового типа | Биение ≤ 0,3–0,5 мм (иначе – правка) |
| 4 | Контроль шлицев (ширина впадины) и резьбовых участков | Калиброванные ролики, резьбовые калибры | Отклонение в пределах класса точности |
| 5 | Дефектоскопия на трещины (МПК или ПВК) | Магнитный дефектоскоп или пенетрант | Отсутствие трещин – допуск к наплавке |
| 6 | Определение марки стали и расчёт Ceq | Документация, искровая проба, XRF | Ceq определён; температура подогрева назначена |
| 7 | Механическая очистка (шлифование или обточка) до чистого металла | Шлифмашина, токарный станок | Металлический блеск, отсутствие ржавчины и питтинга |
| 8 | Обезжиривание зоны наплавки | Ацетон, растворитель, ветошь | Поверхность не оставляет следов на белой ткани |
| 9 | Установка медных/графитовых заглушек в отверстия и канавки | Медная фольга, заглушки | Все отверстия и резьбы в зоне нагрева защищены |
| 10 | Предварительный подогрев до расчетной температуры | Горелка, индукционный нагрев, термошкаф | T°факт ≥ T°расч на всей длине зоны (пирометр) |
| 11 | Контроль температуры и начало наплавки в пределах 2–5 минут после нагрева | Пирометр (повторный замер) | T° не снизилась ниже минимума – наплавка разрешена |
Итог
Подготовка вала к наплавке – не вспомогательная операция, а фундамент ресурса восстановленной детали. Дефектовка определяет, что именно восстанавливается и возможно ли это вообще. Подготовка поверхности обеспечивает металлургический контакт между наплавленным слоем и основой. Предварительный подогрев управляет скоростью охлаждения и предотвращает образование мартенсита и холодных трещин.
Пропуск или упрощение любого из этих этапов не ускоряет ремонт – он переносит неизбежные проблемы на стадию эксплуатации, когда их устранение обходится значительно дороже.
В «Полесье Сталь» подготовка вала к наплавке выполняется в полном объёме: дефектовка с протоколом замеров, дефектоскопия при наличии оснований, определение марки стали и назначение режима подогрева. Если вам нужна оценка состояния вала перед принятием решения о ремонте – пришлите фото или видео. Инженер ответит в течение 15 минут.