- Что именно восстанавливается и почему это важно
- Ремонтная втулка: принцип, область применения, ограничения
- Наплавка с механической обработкой: принцип, область применения, ограничения
- Сравнительная таблица критериев выбора
- Алгоритм технического решения: как выбирают метод на практике
- Комбинированные решения
- Контроль качества: что проверяется по итогам восстановления
- Нет универсального ответа – есть правильный алгоритм
При дефектовке изношенного вала инженер неизбежно встает перед выбором: восстановить посадочное место методом наплавки с последующей механической обработкой или расточить шейку и запрессовать ремонтную втулку. Оба метода широко применяются в ремонтной практике, однако каждый из них имеет свою область рационального применения. Подменять один другим без технического обоснования – значит либо переплачивать за избыточную технологию, либо получать узел с неприемлемым ресурсом.
Ниже – системный разбор критериев выбора, основанный на практике восстановления валов спецтехники, сельскохозяйственного и промышленного оборудования.
Что именно восстанавливается и почему это важно
Посадочное место вала – это поверхность шейки, по которой формируется сопряжение с подшипником качения или скольжения, втулкой, ступицей или уплотнением. Точность этой поверхности определяет характер посадки: натяг, зазор, переходная посадка – всё это задается полем допуска (квалитеты IT5–IT7) и шероховатостью (Ra 0,2–1,6 мкм в зависимости от типа сопряжения).
Износ посадочной шейки проявляется в уменьшении диаметра, появлении овальности, конусности, задиров или питтинга. Уже при отклонении от номинала на 0,02–0,05 мм (в зависимости от поля допуска) посадка с натягом переходит в посадку с зазором, что немедленно сказывается на ресурсе подшипника: вибрации, перегрев, ускоренное усталостное разрушение.
Задача восстановления – вернуть шейке номинальный размер, правильную геометрию и требуемую шероховатость с сохранением или улучшением механических свойств поверхностного слоя.
Ремонтная втулка: принцип, область применения, ограничения
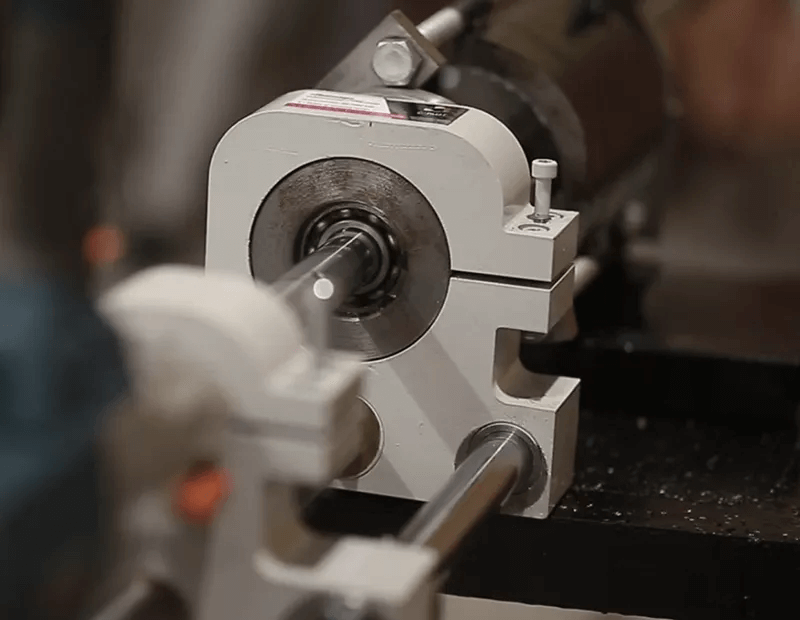
Ремонтная втулка – это тонкостенная деталь, изготавливаемая из стали (конструкционной или легированной, в зависимости от требований к рабочей поверхности), которая устанавливается на изношенную шейку вала методом горячей или холодной запрессовки. После запрессовки наружная поверхность втулки обрабатывается под номинальный размер и требуемую шероховатость.
Ключевое условие применения ремонтной втулки – достаточный запас металла на шейке для обеспечения натяга запрессовки и сохранения прочности сечения вала. Обычно суммарный съём на черновую расточку под втулку составляет 2–6 мм по диаметру (1–3 мм на сторону), что существенно уменьшает поперечное сечение вала в зоне посадки.
Ремонтная втулка рациональна в следующих случаях:
- износ относительно мал (до 0,5–1,0 мм на сторону), но геометрия шейки нарушена (овальность, задиры) и наплавка нецелесообразна по масштабу работ;
- материал вала плохо поддаётся наплавке – высокоуглеродистые или высоколегированные стали с содержанием углерода выше 0,45 % требуют сложного термического режима при наплавке (предварительный подогрев до 300–400 °C, термообработка после), тогда как расточку и запрессовку выполнить проще;
- конструктив вала допускает ослабление сечения: вал работает преимущественно на изгиб с небольшими крутящими моментами, концентраторов напряжений в зоне посадки нет;
- требуется нестандартное рабочее покрытие – поверхность втулки можно изготовить из материала с заданными свойствами (бронза под подшипник скольжения, нержавеющая сталь в коррозионной среде), не меняя основной вал;
- технологические условия ограничивают применение сварки: близко расположенные уплотнения или полости из полимерных материалов, зона вблизи которых не допускает нагрева.
Ограничения ремонтной втулки:
- необходимость расточки шейки вала – дополнительная операция, требующая станочного оборудования или мобильного расточного комплекса;
- риск ослабления сечения: при диаметре шейки менее 50–60 мм и стенке вала, оказавшейся менее 5–7 мм после расточки, вал может не выдержать рабочих нагрузок;
- ограниченная прочность сопряжения «втулка–вал» при ударных нагрузках: даже правильно выполненный натяг H7/p6 может оказаться недостаточным при пиковых крутящих моментах – втулка проворачивается;
- повторный ремонт тем же методом невозможен – металла для второй расточки уже не остаётся.
Наплавка с механической обработкой: принцип, область применения, ограничения
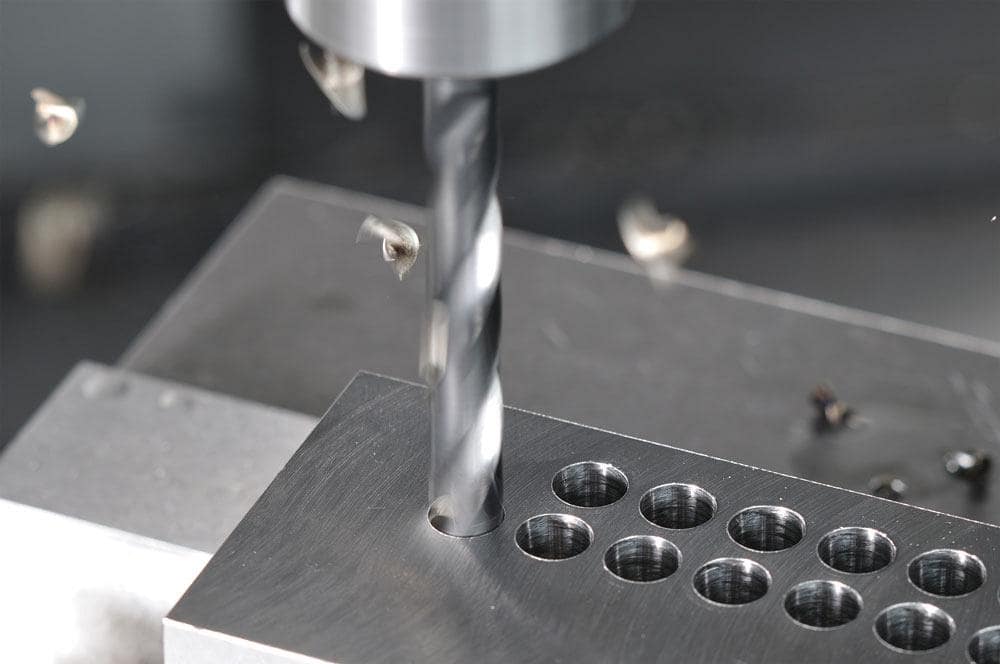
Наплавка – это нанесение присадочного металла на изношенную поверхность методами электродуговой сварки (MIG/MAG, TIG, под флюсом) или плазменного, газотермического напыления. Наплавленный слой формирует новый рабочий объем металла на шейке; после его нанесения выполняется механическая обработка – черновое точение, чистовое точение и шлифование – до номинальных размеров и требуемой шероховатости.
Наплавка позволяет одновременно решить две задачи: восстановить геометрию и сформировать на поверхности слой с заданными свойствами – повышенной твердостью (до 55–62 HRC при использовании легированных присадок), износостойкостью или коррозионной стойкостью. Правильно выполненная наплавка обеспечивает ресурс, сопоставимый с новой деталью, при стоимости в 3–4 раза ниже изготовления нового вала.
Наплавка рациональна в следующих случаях:
- значительный износ шейки – свыше 0,5–1,0 мм на сторону, включая случаи, когда расточка под втулку потребовала бы недопустимого ослабления сечения;
- вал работает в условиях значительных крутящих моментов или ударных нагрузок: наплавленный слой, будучи металлургически сплавлен с основным металлом, не проворачивается и не выпрессовывается;
- требуется повышенная твердость рабочей поверхности: с помощью легированных наплавочных материалов (40Х13, хромо-никелевые, карбидосодержащие) можно сформировать слой с твердостью 48–62 HRC, что недостижимо при установке стандартной ремонтной втулки;
- вал из стали 45 или 40Х с содержанием углерода 0,35–0,45 % – наиболее распространённые материалы, хорошо поддающиеся наплавке при соблюдении режимов предварительного подогрева (150–250 °C);
- необходимость многократного восстановления: цикл «наплавка – обработка» теоретически повторим неограниченное число раз, пока сохраняется прочность тела вала.
Ограничения наплавки:
- термическое воздействие на вал: нагрев при наплавке вызывает деформации, особенно у тонких и длинных валов; требуется контроль температуры и, при необходимости, правка после наплавки;
- зона термического влияния (ЗТВ): вблизи наплавленного участка изменяется структура и твердость основного металла; при наплавке на уже закаленные зоны это может привести к их отпуску и потере свойств;
- высокоуглеродистые и высоколегированные стали (HARDOX, 65Г, ХВГ) требуют сложного технологического режима – предварительного подогрева до 350–450 °C, послесварочного отжига; в полевых условиях выполнить это затруднительно;
- необходимость последующей механической обработки: без точения и шлифования до требуемых посадок и шероховатости наплавку нельзя считать завершенной.
Сравнительная таблица критериев выбора
| Критерий | Ремонтная втулка | Наплавка + мехобработка |
| Глубина износа | до 0,5–1,0 мм на сторону | от 0,3 мм и более, без ограничения сверху |
| Материал вала | высокоуглеродистые, легированные стали (сложная наплавка) | ст. 45, 40Х, 30ХГСА и аналоги |
| Нагрузка на узел | изгиб, умеренный крутящий момент | крутящий момент, ударные нагрузки |
| Запас сечения вала | должен оставаться слой ≥5–7 мм после расточки | не требует съема металла с вала |
| Требования к твердости | определяется материалом втулки | регулируется составом присадки (до 62 HRC) |
| Термическое воздействие | отсутствует | нагрев; требуется контроль деформаций |
| Повторный ремонт | невозможен (металл исчерпан) | возможен неоднократно |
| Стоимость | ниже при малом износе и доступной расточке | выше при большом износе, но дешевле замены в 3–4 раза |
| Срок выполнения | 1–2 дня (без учета изготовления втулки) | 1–3 дня в зависимости от объёма наплавки |
Алгоритм технического решения: как выбирают метод на практике
На практике выбор между двумя методами принимается после дефектовки по следующей последовательности проверок.
Шаг 1. Измеряем фактический износ шейки. Диаметрометром или микрометром фиксируем диаметр в нескольких сечениях и плоскостях. Определяем максимальное отклонение от номинала, овальность и конусность. Если износ не превышает 0,3–0,5 мм на сторону и геометрия сохранена – возможен ремонт восстановительным хромированием или газотермическим напылением без наплавки (отдельная технология). При большем износе переходим к шагу 2.
Шаг 2. Проверяем запас сечения под расточку. Если диаметр шейки позволяет расточить её с сохранением стенки ≥5–7 мм и при этом не задействованы резьбовые участки, шпоночные канавки или переходные радиусы – метод ремонтной втулки технически применим. Если запаса нет – только наплавка.
Шаг 3. Оцениваем материал вала. Определяем марку стали (по документации или экспресс-анализу). Для сталей с содержанием углерода свыше 0,45 % (65Г, ШХ15, Х12МФ и подобные) наплавка требует сложного термического режима; если условия ее выполнения не обеспечены – предпочтительна ремонтная втулка.
Шаг 4. Оцениваем характер нагружения. Для валов с высоким крутящим моментом, реверсивными или ударными нагрузками натяг ремонтной втулки может оказаться недостаточным: втулка проворачивается, особенно при нагреве. В таких случаях наплавка, обеспечивающая металлургическое сплавление с основой, предпочтительна.
Шаг 5. Учитываем требования к рабочей поверхности. Если по условиям эксплуатации необходима повышенная твёрдость (абразивный износ, работа без смазки), наплавка с применением легированных материалов дает возможность сформировать слой с твердостью 50–62 HRC – то, чего конструкционная сталь втулки не обеспечивает без дополнительной закалки.
Комбинированные решения
В ряде случаев применяется комбинированная схема: шейку вала наплавляют до диаметра, превышающего номинал на 5–8 мм, растачивают до номинального ремонтного диаметра, после чего устанавливают тонкостенную втулку из материала с заданными трибологическими свойствами (бронза, нержавеющая сталь). Такой подход используют, когда:
- основной вал из плохо наплавляемой стали, но рабочая поверхность должна быть из материала, несовместимого с прямой наплавкой на вал;
- требуется сменная рабочая поверхность (например, при работе в абразивной среде – периодическая замена втулки дешевле каждый раз восстанавливать вал);
- конструкция узла предусматривает подачу смазки к шейке через тело вала, и канавки смазки удобнее выполнить в стандартной бронзовой втулке, чем фрезеровать в наплавленном слое.
Контроль качества: что проверяется по итогам восстановления
Независимо от выбранного метода, восстановленная посадочная шейка подлежит финальному контролю по следующим параметрам:
- диаметр в нескольких сечениях и плоскостях – соответствие номинальному размеру с учётом поля допуска (h6, k6, m6 в зависимости от типа посадки подшипника);
- овальность и конусность – не более половины допуска на диаметр (для IT6 это обычно 0,006–0,010 мм);
- радиальное биение – измеряется при вращении вала в центрах или на призмах; допустимое значение обычно 0,02–0,05 мм в зависимости от частоты вращения и класса точности узла;
- шероховатость поверхности – Ra 0,2–0,4 мкм для посадочных мест роликовых подшипников, Ra 0,4–0,8 мкм для шариковых, Ra 0,8–1,6 мкм для бронзовых втулок скольжения;
- твердость наплавленного слоя (при наплавке) – не менее заданного значения по техническому заданию или технологической карте;
- прочность посадки втулки (при установке ремонтной втулки) – выборочная проверка усилием по контрольным меткам или ультразвуком на отслоения.
Нет универсального ответа – есть правильный алгоритм
Ни ремонтная втулка, ни наплавка не являются универсальным решением. Ремонтная втулка проще и быстрее при малом износе, хорошем запасе сечения и материале вала, затрудняющем сварку. Наплавка дает больший ресурс, не ослабляет вал, позволяет управлять свойствами поверхности и допускает повторный ремонт – но требует квалифицированного сварщика, термического контроля и обязательной финишной механической обработки.
Грамотное технологическое решение принимается после дефектовки с измерениями, а не по умолчанию. В «Полесье Сталь» мы проводим диагностику перед каждым ремонтом, согласовываем метод восстановления и требуемые посадки с заказчиком, после чего выдаем протокол замеров по итогам работы. Если нужна оценка вашего вала – пришлите фото зоны износа, инженер скажет, какой метод рационален в вашем случае.