- Что реально ограничивает количество циклов восстановления
- От чего зависит ресурс восстановленного вала
- Ресурс восстановленного вала: ориентиры по методам и условиям
- Признаки вала, который не подлежит восстановлению
- Как продлить межремонтный период после восстановления
- Новый вал против восстановленного: объективное сравнение
- Практический пример: вал редуктора поворота экскаватора
Это один из наиболее частых вопросов при принятии решения о ремонте. Ответ зависит не от количества предыдущих восстановлений само по себе, а от того, что происходит с телом вала в каждом цикле: сколько металла изымается, каковы остаточные напряжения, сохраняется ли прочность сечения и целостность структуры материала.
Короткий ответ: при технологически правильном восстановлении методом наплавки вал можно ремонтировать неоднократно – ограничивающий фактор не счетчик циклов, а состояние тела вала и соблюдение технологии. Ресурс грамотно восстановленного вала сопоставим с ресурсом нового. Ниже – развернутое техническое обоснование этих тезисов.
Что реально ограничивает количество циклов восстановления
Распространенное заблуждение – считать, что каждая наплавка «ослабляет» вал и количество ремонтов строго ограничено двумя-тремя. На практике ограничения носят иной характер.
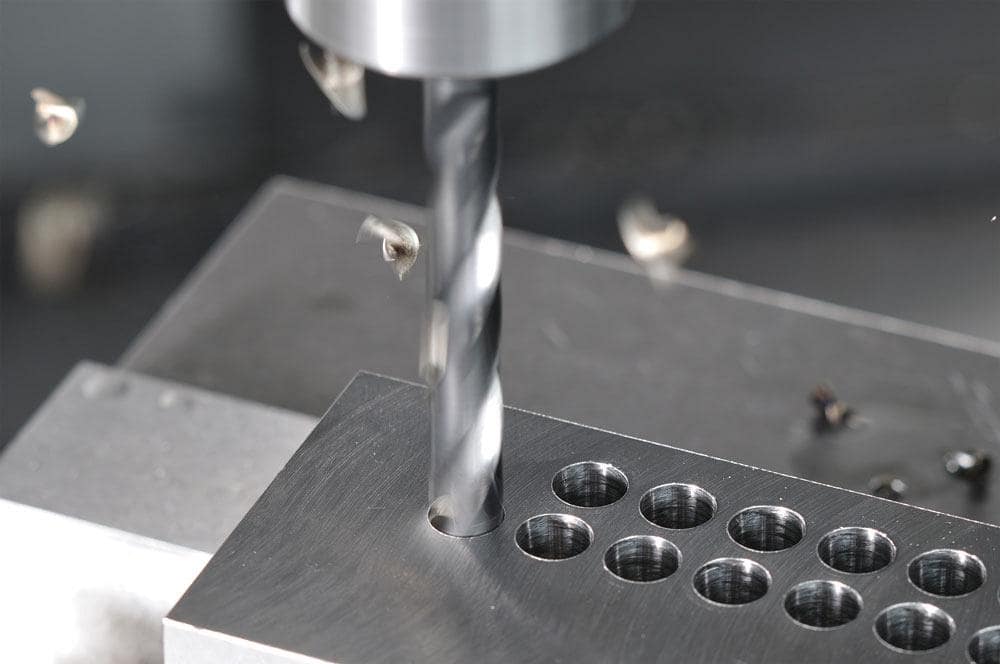
Запас сечения вала. Этот фактор актуален только для метода ремонтной втулки, где требуется расточка шейки. При наплавке металл наращивается, а не снимается с тела вала: в каждом цикле изношенная поверхность наплавляется с припуском, затем обтачивается и шлифуется до номинала. Сечение вала при этом не уменьшается – оно восстанавливается до исходного диаметра. Теоретически таких циклов может быть сколько угодно, пока тело вала сохраняет структурную целостность.
Накопленные остаточные напряжения. Каждый цикл наплавки вносит тепловое воздействие и, как следствие, остаточные напряжения в металл вала. При соблюдении технологии (предварительный подогрев, контроль температуры интерпассного слоя, послесварочный отжиг) эти напряжения снимаются до приемлемого уровня. Если технология нарушена – накопление остаточных напряжений ускоряет усталостное разрушение вала независимо от числа предыдущих ремонтов.
Зона термического влияния (ЗТВ). При каждой наплавке металл основы вблизи наплавленного участка подвергается термоциклированию. При правильном режиме изменения в ЗТВ минимальны и не снижают прочность. При неправильном – возможно укрупнение зерна, охрупчивание, снижение ударной вязкости. Это накапливается от цикла к циклу и является реальным ограничением для валов с жёсткими требованиями к ударной стойкости.
Усталостные трещины и скрытые дефекты. Независимо от количества восстановлений, перед каждым ремонтом вал должен проходить дефектоскопию. Усталостная трещина, возникшая в теле вала от циклических нагрузок, не устраняется наплавкой посадочной шейки. Такой вал не восстанавливается – он заменяется. Выявить трещину позволяет магнитопорошковый или капиллярный метод контроля.
Геометрия вала и соосность. Многократная наплавка с нагревом может накапливать деформации тела вала – прогиб, скручивание. При значительных деформациях, которые не устраняются правкой, вал выбраковывается вне зависимости от состояния посадочных поверхностей.
Вывод: вопрос «сколько раз?» правильнее заменить вопросом «в каком состоянии тело вала?». Решение о допустимости очередного цикла принимается по результатам дефектовки, а не по счётчику ремонтов.
От чего зависит ресурс восстановленного вала
Ресурс детали после восстановления определяется совокупностью факторов, которые можно разделить на управляемые (зависящие от качества ремонта) и неуправляемые (зависящие от условий эксплуатации).
Управляемые факторы:
- точность восстановления геометрии: соответствие диаметра посадочной шейки номинальному значению с соблюдением квалитета (IT5–IT7), овальность и конусность в пределах допуска, радиальное биение не более 0,02–0,05 мм – это определяет характер посадки и нагруженность подшипника;
- шероховатость рабочих поверхностей: Ra 0,2–0,4 мкм для посадочных мест роликовых подшипников, Ra 0,4–0,8 мкм для шариковых, Ra 0,2–0,4 мкм для уплотнительных зон – отклонение увеличивает износ сопряженных деталей;
- качество наплавки: отсутствие пор, несплавлений, трещин в наплавленном слое; равномерная твердость без мягких включений; достаточная толщина слоя (не менее 1,5–2,0 мм «чистого» металла после мехобработки);
- выбор наплавочного материала: твердость и износостойкость наплавленного слоя должны соответствовать условиям работы узла; применение стандартной мягкой проволоки на место, требующее 45–55 HRC, кратно сокращает ресурс;
- термообработка после наплавки: отжиг для снятия остаточных напряжений, при необходимости – закалка и отпуск наплавленного слоя до целевой твёрдости.
Неуправляемые факторы:
- фактическая нагрузка в процессе эксплуатации: работа с систематическим перегрузом сокращает ресурс как нового, так и восстановленного вала;
- качество смазки и своевременность ее замены: абразивные продукты износа в масле – главный враг посадочных поверхностей;
- соосность при сборке: перекос подшипника или зубчатого колеса при установке создает неравномерное давление на шейку, ускоряя её износ;
- вибрационный фон оборудования: резонансные режимы работы генерируют переменные нагрузки, значительно превышающие номинальные.
При соблюдении управляемых факторов и нормальных условиях эксплуатации ресурс восстановленного вала составляет 80–100% от ресурса нового. Снижение ресурса – следствие отступлений от технологии, а не самого факта восстановления.
Ресурс восстановленного вала: ориентиры по методам и условиям
Приведённые данные основаны на практике восстановления валов спецтехники и промышленного оборудования и являются ориентировочными: конкретные значения зависят от конструктива узла, материала вала и режима эксплуатации.
| Условие восстановления | Ресурс vs новый вал | Типовой межремонтный период | Основной риск |
| Технологически правильная наплавка + шлифование до номинала + контроль | 90–100 % | Сопоставим с новым узлом | Отсутствует при соблюдении ТУ |
| Наплавка без термообработки на стали с Ceq > 0,4 | 60–80 % | Короче на 20–30 % | Остаточные напряжения, трещины ЗТВ |
| Мягкая присадка на место с требованием > 45 HRC | 30–50 % | В 2–3 раза короче нового | Ускоренный абразивный износ |
| Наплавка без мехобработки (грубая поверхность) | 20–40 % | Быстрый выход подшипника | Неравномерное давление, питтинг |
| Ремонтная втулка (правильно запрессована) | 80–95 % | Близко к новому | Проворачивание при ударных нагрузках |
Признаки вала, который не подлежит восстановлению
Не каждый изношенный вал целесообразно или возможно восстановить. Существуют критерии, при которых правильным решением является замена детали.
Усталостные трещины в теле вала. Трещина усталостного происхождения – это нарушение сплошности металла по механизму накопленного повреждения. Она развивается от концентратора напряжений (галтель, шпоночная канавка, поверхностный дефект) и при дальнейшей эксплуатации распространяется вглубь сечения. Наплавка посадочной шейки не устраняет трещину в теле вала – деталь выбраковывается. Выявляется магнитопорошковым или капиллярным методом.
Недопустимое уменьшение сечения. Если в предыдущих циклах применялась расточка под ремонтную втулку и суммарный съем металла привёл к тому, что остаточная стенка в зоне посадки составляет менее 5–7 мм (для типичных диаметров 60–120 мм), прочность сечения на кручение и изгиб может оказаться ниже допустимой. Решение о допустимости принимается расчетом или по нормативу производителя.
Деформация тела вала (прогиб, скручивание). Биение, выявленное при контроле в центрах и превышающее предельно допустимое значение (обычно 0,05–0,10 мм на 100 мм длины для редукторных валов), может быть следствием пластической деформации тела вала. Если правка на прессе не устраняет деформацию или устраняет её лишь временно – вал заменяется.
Коррозионное или питтинговое поражение на значительную глубину. Точечная коррозия глубиной более 1,5–2,0 мм на значительной площади шейки или в зоне концентраторов напряжений указывает на существенное снижение усталостной прочности. Наплавка устраняет потерю геометрии, но не восстанавливает усталостные характеристики металла вала в области питтинговых очагов.
Несоответствие материала вала требованиям технологии. Некоторые высоколегированные стали (быстрорежущие, инструментальные, высокохромистые) практически не поддаются наплавке без специального оборудования и присадочных материалов, недоступных в условиях ремонтного производства. В таких случаях восстановление нецелесообразно или невозможно.
Критерии выбраковки всегда устанавливаются по результатам дефектовки конкретного вала. «Не восстанавливать» – такое же технически обоснованное решение, как и «восстановить». Его принятие без дефектовки является ошибкой в обе стороны.
Как продлить межремонтный период после восстановления
Ресурс восстановленного вала реализуется в полной мере только при выполнении ряда условий при сборке и в процессе эксплуатации.
Правильная сборка узла. Посадка подшипника с требуемым натягом – критическое условие. Запрессовка «на удар» молотком без оправки деформирует беговую дорожку и создает концентраторы напряжений на шейке. Рекомендуется применять пресс или, при малых натягах, метод температурного монтажа (нагрев подшипника до 80–100 °C или охлаждение вала).
Соосность сборки. Перекос подшипника или зубчатого колеса при установке перераспределяет нагрузку на шейку неравномерно: одна сторона нагружена больше номинала, противоположная – меньше. Результат – овальный износ с высокой скоростью. Соосность обеспечивается технологическими базами при сборке и контролируется индикатором.
Смазка и её качество. Подшипник в правильно восстановленной посадке работает в условиях гидродинамической пленки смазки. При недостаточном количестве, неправильном типе или загрязненной смазке плёнка разрывается, возникает граничное трение – скорость износа шейки возрастает в 5–15 раз. Периодичность замены смазки по регламенту производителя – не рекомендация, а условие реализации заявленного ресурса.
Своевременная дефектовка при техническом обслуживании. Ранний износ выявляется при плановых измерениях: если отклонение диаметра шейки от номинала не превысило 0,05–0,10 мм, восстановление обходится значительно дешевле, чем при запущенном износе с задирами и овальностью. Рекомендуется включать контроль посадочных шеек валов в регламент планового ТО – особенно для высоконагруженных редукторов спецтехники.
Исключение работы в резонансных режимах. Вибрационные нагрузки при резонансе в несколько раз превышают номинальные и являются основной причиной преждевременного усталостного разрушения валов. При появлении повышенной вибрации в агрегате причина должна быть устранена до ввода восстановленного вала в эксплуатацию.
Новый вал против восстановленного: объективное сравнение
| Параметр | Новый вал | Восстановленный вал (правильная технология) |
| Геометрическая точность | По чертежу производителя | По чертежу / паспорту, допуски IT5–IT7 |
| Твердость рабочих поверхностей | По ТУ производителя | Задается выбором присадки, ≥ исходной |
| Ресурс | 100% (базовый) | 90–100% при правильной технологии |
| Стоимость | 100% (базовая) | 25–40% от стоимости нового |
| Срок получения | 2–8 недель (для редкой техники – дольше) | 1–3 рабочих дня |
| Возможность улучшения свойств | Нет (фиксированный материал) | Да: можно повысить твердость и износостойкость |
| Применимость при сложной логистике | Ограничена наличием на складе / у дилера | Не зависит от наличия запчасти |
Практический пример: вал редуктора поворота экскаватора
Для наглядности рассмотрим типовой сценарий: вал редуктора механизма поворота экскаватора среднего класса (масса машины 20–25 т), материал – сталь 40ХН, диаметр посадочной шейки под роликовый подшипник – 90 мм, поле допуска k6.
Исходное состояние после 5 000 моточасов: диаметр шейки 89,72 мм (номинал 90,025 мм), овальность 0,04 мм, задиры в одной плоскости глубиной до 0,15 мм, подшипник греется выше нормы.
Решение о восстановлении: дефектовка не выявила трещин, сечение вала без нарушений, прогиб в допуске. Принято решение о наплавке с последующим шлифованием.
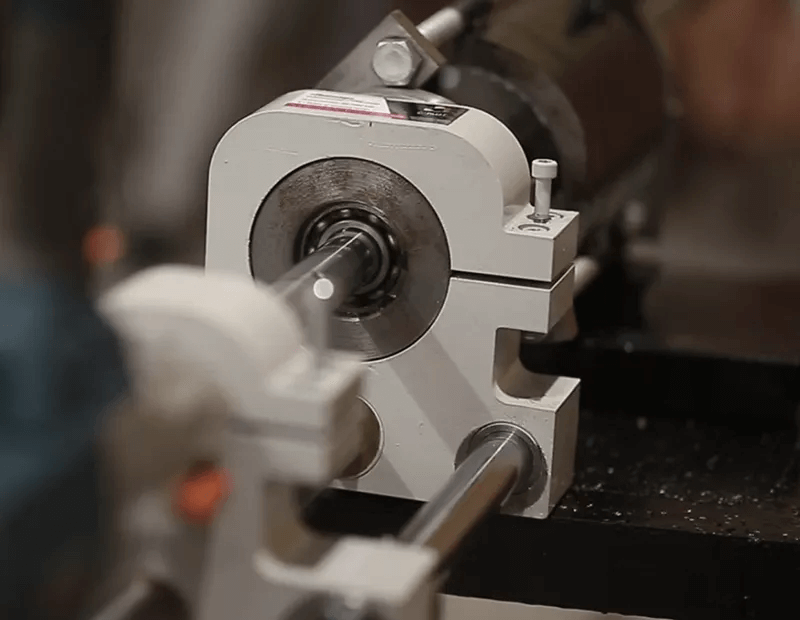
Выполненные работы: предварительный подогрев до 180 °C, наплавка MIG проволокой ER80S-D2 с припуском 3 мм на сторону, послесварочный отжиг 600 °C/1,5 ч, черновое точение, чистовое точение, шлифование до ∅90,030 мм (середина поля k6), Ra 0,3 мкм, биение 0,015 мм.
Результат: вал возвращен в эксплуатацию, после 4 800 последующих моточасов при плановой дефектовке шейка показала диаметр 89,995 мм – износ в пределах нормального рабочего зазора. Ресурс восстановленного вала оказался практически идентичен ресурсу нового.
Тот же вал теоретически допускает ещё один-два цикла восстановления при аналогичном износе – ограничивающим фактором будет не количество предыдущих наплавок, а состояние металла при очередной дефектовке.
Количество возможных восстановлений вала методом наплавки не ограничено фиксированным числом. Ограничение носит структурный и геометрический характер: пока тело вала сохраняет прочность, целостность и отсутствие усталостных трещин – деталь пригодна к восстановлению. Ресурс правильно восстановленного вала составляет 90–100% от ресурса нового при стоимости в 3–4 раза ниже.
Снижение ресурса после восстановления – не закономерность, а следствие нарушения технологии: неправильный выбор присадки, пропуск термообработки, недостаточная финишная обработка, отсутствие контроля геометрии. При соблюдении технологии восстановленный вал работает столько же, сколько новый.
В «Полесье Сталь» каждый ремонт начинается с дефектовки и заканчивается протоколом замеров. Если вам нужно оценить состояние вала и перспективу восстановления – пришлите фото или видео узла. Инженер даст технически обоснованный ответ в течение 15 минут.