В условиях эксплуатации валы машин и механизмов неизбежно подвергаются износу: абразивному (попадание твердых частиц), усталостному (циклические нагрузки), коррозионному и контактному (микрорезкоествие супруженных поверхностей). Последствием становится уменьшение диаметра шеек, появление овальности и задиров, что приводит к люфтам, вибрациям и снижению надежности узлов. Особенно критичны такие повреждения на тяжелых агрегатах (например, вал весом 5–6 тонн), где даже малые дефекты могут вызвать аварийную ситуацию. Перед ремонтом мы проводим тщательную диагностику: визуальный и измерительный контроль (диаметр, овальность), проверку твердости металла, дефектоскопию на наличие трещин и оценку шероховатости. Именно четкое определение характера и глубины износа позволяет правильно выбрать способ восстановления и рассчитать припуски на последующую механическую обработку.
Наиболее эффективный и часто применяемый метод восстановления изношенных шеек – это наплавка с последующей обработкой. Наплавка позволяет возвратить геометрию детали и одновременно получить на поверхности слой с заданными свойствами – износостойкостью и твердостью. Выбор технологии (ручная дуговая, полуавтоматическая под флюсом, в защитном газе, плазменная или даже лазерная наплавка) определяется материалом вала, размером износа, габаритами детали и экономической целесообразностью. Например, ручная дуговая наплавка электродами востребована для деталей небольших и средних размеров благодаря простоте и универсальности, а автоматическая под флюсом эффективна при крупных валах (обеспечивает высокую производительность и хороший слой). Наплавка в среде СО₂/аргона даёт качественный слой при относительно небольших затратах оборудования, а плазменная наплавка применима там, где нужна минимальная зона термического влияния и высокая точность. Во всех случаях накопленный опыт показывает: правильно выполненная наплавка зачастую продлевает срок службы детали на многие годы и обходится заказчику в десятки процентов от стоимости новой замены. Так, восстановительный ремонт обычно в 3–4 раза дешевле изготовления новой детали – за счёт многократных циклов наплавки деталь служит почти как новая.
Выбор наплавочного материала критически важен
В простых случаях для наращивания слоя используют углеродистую и низколегированную проволоку (напр. Св-08ГС, 30ХГСА, 40Х) – она после термообработки дает твердость порядка 40–45 HRC. Для посадочных шеек под роликовые подшипники применяют легированные хромом и марганцем марки (например 40Х13), обеспечивающие повышенную износостойкость (50–55 HRC). В особых случаях возможны наплавки аустенитной или никелевой проволокой для агрессивных сред, а также бронзовые сплавы (для валов под подшипники скольжения) или твердые сплавы (для экстремального абразива). При подготовке мы строго учитываем совместимость присадки и основы: для углеродистых и низколегированных сталей перед наплавкой часто выполняют предварительный подогрев, чтобы снизить риск образования трещин. Такая термическая подготовка (200–400°C в зависимости от стали) уменьшает внутренние напряжения и обеспечивает качественное проваривание слоя.
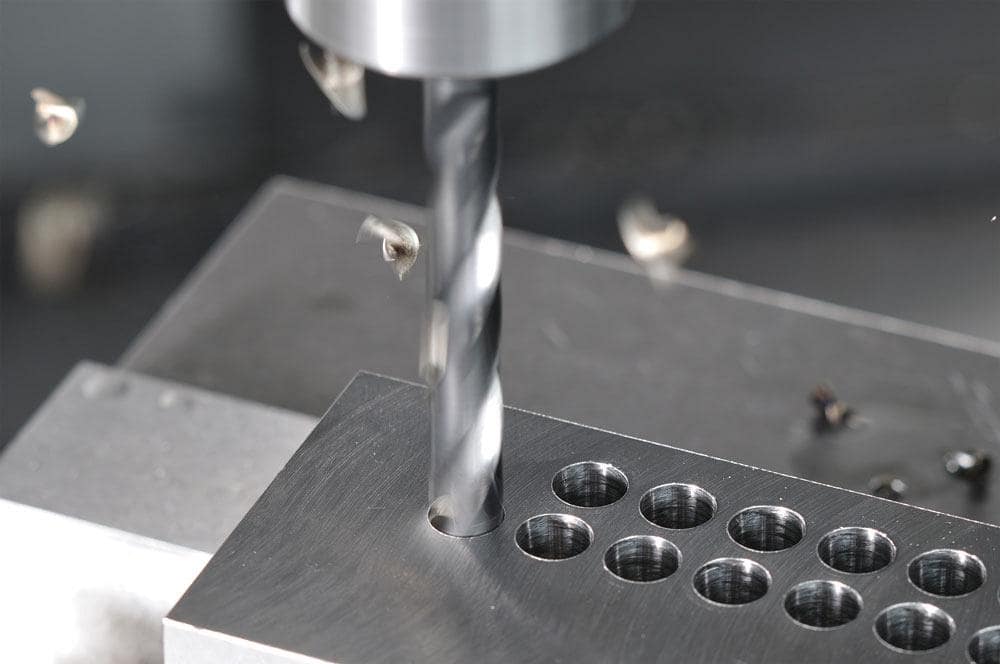
Перед наплавкой вал тщательно подготавливают: удаляют коррозию и окалину, токарной обработкой снимают дефектный поверхностный слой, очищают и обезжиривают поверхность. Проверяют вал на трещины и дефекты с помощью ультразвука или капиллярного контроля. На этом этапе важно иметь расчет припуска: толщина наплавки должна покрывать глубину износа плюс достаточный запас для механической обработки (обычно несколько миллиметров). При больших валах наплавку проводят по схеме «слоев» с промежуточным охлаждением, чтобы равномерно распределить тепло и минимизировать деформации. Вал обычно вращается на токарном станке, а сварщик накладывает валики металла спирально или кольцами, контролируя параметры (ток, скорость) по расчету. Мы обеспечиваем перекрытие каждого витка наплавки и однородность слоя, следя за температурой детали (избегая перегрева основы). Таким образом достигается равномерность слоев и высокая адгезия наплавленного металла.
После наплавки выполняют термообработку
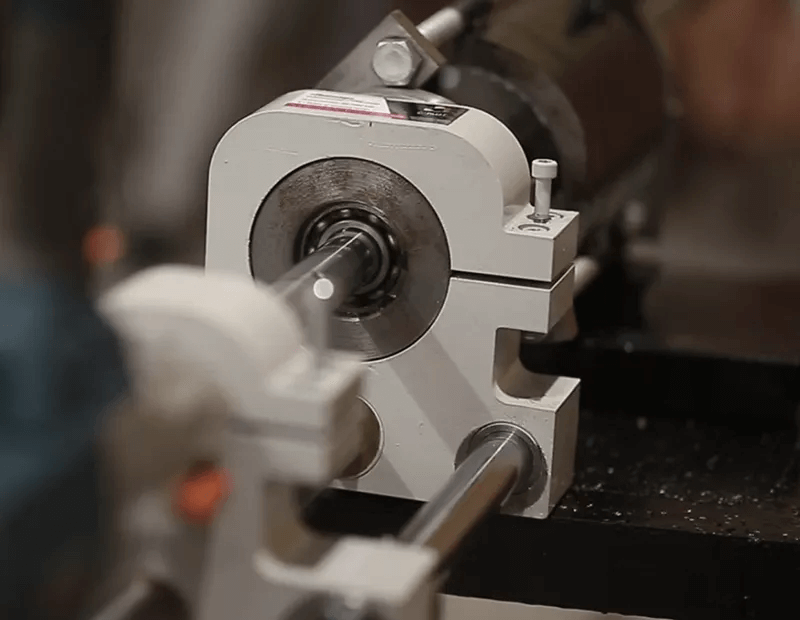
Обычно отжиг для снятия внутренних напряжений и закалку/отпуск при необходимости. Это особенно важно, если в слой введены легирующие элементы или при высокой толщине наплавки – отжиг предотвращает образование трещин и снижает риск хрупкости. Далее вал подвергается механической обработке: сначала черновой обточке, затем чистовой и шлифованию до номинальных размеров. При этом соблюдаются допуски посадки (например по ISO H7/h6) и требования к шероховатости. В итоге шероховатость Ra поверхности обычно доводят до 0,8–1,6 мкм, а круглость и цилиндричность – до 0,01–0,03 мм, радиальное биение – не более 0,02–0,05 мм. Наша практика показывает, что такие параметры гарантируют качественную подгонку под подшипник и долговечность соединения.
В заключение контролируют результат: измеряют диаметр, овальность и биение восстановленного участка, проверяют твердость наплавленного слоя и отсутствие внешних дефектов. Совокупность этих операций – подготовка, наплавка, термообработка, обработка и контроль – обеспечивает, что восстановленное посадочное место вала практически не уступает новому по ресурсным характеристикам. Наш многолетний опыт и современное оборудование позволяют выполнять такие работы с высокой точностью. Практически подтверждением служит множество примеров: так, после ремонта распредвал грузового Volvo FH зазоры и биение были сведены к минимуму, и вал «задышал» новой жизнью. Во всех этих случаях стоимость и сроки ремонта оправдывали себя: наплавка обходилась заказчику на порядок дешевле, чем изготовление нового вала, а по ресурсным характеристикам восстановленный вал служил столько же, сколько новый.
Восстановление посадочных шеек наплавкой – доказанный временем метод, позволяющий экономично и эффективно вернуть детали к работе. Наши специалисты регулярно применяют его при ремонте валов автомобилей, сельхозмашин и промышленного оборудования (коленчатых и распределительных валов, шпинделей, валков прокатных станов, крановых осей и др.). За счет скрупулезного технологического подхода и накопленного опыта мы гарантируем, что после наплавки вал приобретает не только нужные размеры, но и высокую прочность рабочего слоя. Наплавка в таких задачах – обоснованный выбор, когда замена деталью с завода либо невозможна, либо нецелесообразна по цене и времени.