- Специфика редукторных валов спецтехники
- Валы редукторов экскаваторов: характерные повреждения и технология восстановления
- Валы редукторов погрузчиков: особенности и типовые повреждения
- Валы редукторов кранов: требования к точности и ресурсу
- Сравнение параметров восстановления по типам техники
- Базовый технологический маршрут восстановления вала редуктора
- Наплавочные материалы: выбор под марку вала
- Восстановление вала редуктора без демонтажа узла
- Итог
Редуктор в спецтехнике – один из наиболее нагруженных узлов трансмиссии. Он работает в широком диапазоне крутящих моментов, часто в условиях вибрации, ударных нагрузок и недостаточного обслуживания. Следствие – ускоренный износ посадочных мест валов под подшипники и зубчатые колёса, повреждение шлицевых участков, задиры на шейках, разрушение уплотнительных поверхностей.
Покупка нового вала – не всегда оправданное решение. По многим маркам спецтехники (Liebherr, Komatsu, Volvo, Doosan, Hitachi, Амкодор, и аналогам) оригинальные валы редукторов поставляются только в составе агрегата либо с длительным сроком ожидания. При этом восстановление вала методом наплавки с последующей механической обработкой обеспечивает ресурс, сопоставимый с новым, при стоимости в 3–4 раза ниже и сроке до 1–3 рабочих дней.
Ниже – технический разбор особенностей восстановления валов редукторов для основных типов спецтехники, типовых повреждений и применяемых технологий.
Специфика редукторных валов спецтехники
Вал редуктора спецтехники конструктивно сложнее вала общепромышленного оборудования: на одном теле, как правило, сочетаются несколько функциональных зон с разными требованиями к геометрии и поверхностным свойствам.
Типовая конфигурация вала редуктора включает:
- посадочные шейки под подшипники качения – наиболее жесткие требования по точности (IT5–IT6) и шероховатости (Ra 0,2–0,4 мкм для роликовых подшипников);
- посадочное место под зубчатое колесо – требует натяга с высоким крутящим моментом передачи, поле допуска h6/k6/m6 в зависимости от нагрузки;
- шлицевый или шпоночный участок – передаёт крутящий момент напрямую, износ здесь означает люфт в зацеплении;
- уплотнительная зона (место работы манжеты) – требует Ra 0,2–0,4 мкм и строгого соблюдения цилиндричности, иначе уплотнение «гонит» масло;
- резьбовые участки – фиксация торцевых гаек и крышек подшипников.
Нарушение геометрии в любой из этих зон влечет цепочку последствий: люфт – вибрация – перегрев подшипника – усталостное выкрашивание зубьев – аварийный останов. Поэтому восстановление вала редуктора требует не просто «наплавить и обточить», а обеспечить точное соответствие номинальным параметрам в каждой функциональной зоне с последующим метрологическим контролем.
Практика показывает: в большинстве случаев изношены 1–2 посадочных шейки, тогда как остальные зоны вала сохраняют геометрию. Восстановление занимает 1–2 дня вместо 2–4 недель ожидания нового вала.
Валы редукторов экскаваторов: характерные повреждения и технология восстановления
Экскаватор работает в условиях постоянного знакопеременного нагружения: ковш встречает препятствие, гусеница пробуксовывает, стрела идёт с ударом. Всё это передаётся на редукторы механизма поворота, хода, подъема стрелы и ковша. Валы этих редукторов испытывают нагрузки, существенно превышающие расчётные, особенно при перегрузе или работе на мерзлом грунте.
Характерные повреждения валов редукторов экскаватора:
- износ посадочных мест под подшипники в редукторе механизма поворота платформы: овальность шейки 0,05–0,15 мм, локальные задиры, следы фреттинг-коррозии;
- смятие и замятие шлицев вала хода при работе на твёрдом покрытии с пробуксовкой – ширина впадины шлица увеличивается на 0,2–0,6 мм, что даёт ощутимый угловой люфт;
- износ уплотнительной шейки вала поворотного редуктора из-за попадания абразивной пыли в зону манжеты: поверхность теряет цилиндричность, образуется канавка глубиной 0,3–1,0 мм;
- повреждение резьбы торцевой гайки крепления подшипника – срыв или вытяжка витков при затяжке с перегрузом.
Технология восстановления вала редуктора поворота экскаватора:
- входная дефектовка: измерение диаметров посадочных шеек в двух плоскостях и трех сечениях, контроль биения в центрах, осмотр шлицевой зоны и резьбовых участков;
- при износе посадочной шейки под подшипник: наплавка MIG/MAG с припуском 2,5–3,5 мм на сторону, предварительный подогрев до 150–200 °C (для сталей типа 40Х), контроль температуры интерпассного слоя;
- черновое точение до ∅+0,5–0,8 мм от номинала, контроль твердости наплавленного слоя (целевое значение по техзаданию или паспортным данным редуктора);
- чистовое точение и шлифование до номинала с соблюдением поля допуска (h6 или k6 в зависимости от типа посадки), контроль Ra;
- при износе уплотнительной зоны: наплавка с последующим шлифованием до Ra 0,2–0,4 мкм; альтернатива – смещение манжеты на 3–5 мм вдоль оси (если конструктив допускает);
- при повреждении шлицев: наплавка шлицевого участка с последующим фрезерованием шлицев по нормали; допуск на ширину шлица – по классу точности зацепления исходного вала;
- финальный контроль: диаметр, биение, шероховатость, осмотр на отсутствие трещин.
Для валов редукторов Komatsu PC200/PC300, Hitachi ZX200/ZX300, Doosan DX225/DX300 характерны шейки из стали 40ХН или аналогов – требуют подогрева перед наплавкой. Уточняем материал по маркировке вала или паспорту редуктора.
Валы редукторов погрузчиков: особенности и типовые повреждения
Фронтальные, телескопические и вилочные погрузчики (JCB, Manitou, Volvo, Амкодор, Lonking и аналоги) несут повышенную нагрузку на трансмиссию при работе с ковшом или вилами на максимальном вылете. Редукторы ведущих мостов и раздаточные коробки – наиболее часто ремонтируемые узлы в части валов.
Специфика погрузчиков по сравнению с экскаваторами:
- высокая частота реверсирования: машина часто работает в режиме «вперёд–стоп–назад», что создает знакопеременные крутящие моменты, быстро изнашивающиеся шлицевые соединения и шейки под подшипники вала дифференциала;
- работа с перегрузом по грузоподъемности: особенно характерна для вилочных погрузчиков на складах и для фронтальных на горнодобывающих объектах;
- абразивное загрязнение масла в редукторе из-за пыли и песка – продукты износа ускоряют деградацию поверхности шеек.
Характерные повреждения валов редукторов погрузчиков:
- износ посадочных шеек полуосей и главного вала редуктора моста: уменьшение диаметра на 0,1–0,4 мм, переход из посадки с натягом в зазор;
- выработка шлицев первичного или вторичного вала КП: особенно характерна для Амкодор 332/342 и аналогов при систематической работе с перегрузом;
- повреждение резьбы вала под гайку фиксации фланца кардана – срыв витков при неправильной затяжке;
- задиры и риски на уплотнительной зоне вала из-за поврежденного сальника.
При восстановлении валов редукторов погрузчиков критично соблюдение соосности шеек по отношению друг к другу: биение одной шейки относительно другой не должно превышать 0,02–0,04 мм. Поэтому после наплавки и механической обработки выполняется обязательный контроль биения в центрах или на призмах.
Валы редукторов кранов: требования к точности и ресурсу
Крановое оборудование – автокраны, башенные краны, козловые краны, манипуляторы (Liebherr, Tadano, Palfinger, Hiab, Fassi) – предъявляет особые требования к ресурсу валов механизмов подъема и поворота. Здесь недопустимы люфты и вибрации: подъём груза – это ответственная операция, где отказ редуктора ведёт не только к простою, но и к угрозе безопасности.
Характерные повреждения валов редукторов крановых механизмов:
- износ посадочных мест под подшипники в многоступенчатых планетарных и цилиндрических редукторах механизма подъема: часто маскируется вибрацией, которую ошибочно списывают на износ зубьев;
- выработка шлицевых соединений входного вала при нарушении соосности редуктора с двигателем;
- фреттинг-коррозия посадочных шеек при длительных стоянках без работы – характерна для сезонно эксплуатируемых кранов;
- повреждение резьбы под затяжку тормозного диска или тормозного барабана на выходном валу.
Особые требования при восстановлении крановых валов:
- перед наплавкой – обязательная дефектоскопия на наличие усталостных трещин (магнитопорошковый или капиллярный метод); вал с трещиной не восстанавливается, а заменяется;
- твёрдость посадочных поверхностей после восстановления – не ниже указанной в документации производителя; при необходимости применяется термообработка наплавленного слоя;
- радиальное биение восстановленных шеек – не более 0,01–0,02 мм для механизмов подъёма (высокоточные редукторы) и не более 0,03–0,05 мм для механизмов поворота;
- обязательна документация выполненных работ: протокол дефектовки, технологическая карта, протокол финальных замеров.
По опыту работы с крановым оборудованием: большинство «шумящих» редукторов после восстановления валов возвращают нормальный уровень шума без замены зубчатых колес – вибрация от люфта в посадке имитирует износ зацепления.
Сравнение параметров восстановления по типам техники
| Параметр | Экскаватор | Погрузчик | Кран |
| Типовой диаметр шеек | 60–180 мм | 50–140 мм | 40–120 мм |
| Длина вала | 200–700 мм | 150–600 мм | 100–500 мм |
| Точность посадок | IT6–IT7 | IT6–IT7 | IT5–IT6 |
| Шероховатость (подш.) | Ra 0,4–0,8 мкм | Ra 0,4–0,8 мкм | Ra 0,2–0,4 мкм |
| Биение (допуск) | 0,02–0,05 мм | 0,02–0,04 мм | 0,01–0,03 мм |
| Дефектоскопия | рекомендована | при ударных нагр. | обязательна |
| Типовой срок ремонта | 1–2 дня | 1–2 дня | 1–3 дня |
Базовый технологический маршрут восстановления вала редуктора
Независимо от типа техники, восстановление вала редуктора выполняется по единому технологическому маршруту с адаптацией параметров под конкретную деталь.
1. Входная дефектовка. Измерение диаметров в нескольких плоскостях и сечениях. Контроль биения в центрах. Осмотр шлицев, резьбовых зон, уплотнительных поверхностей. При необходимости – магнитопорошковая или капиллярная дефектоскопия на трещины. По результатам дефектовки составляется перечень восстанавливаемых зон и согласовываются целевые параметры.
2. Подготовка поверхности. Удаление коррозии, окалины и поверхностно-дефектного металла токарной обработкой. Обезжиривание зоны наплавки. Для сталей с углеродным эквивалентом Ceq > 0,4 – предварительный подогрев до 150–350 °C в зависимости от марки. Базирование вала на станке с контролем соосности по незатронутым износом участкам.
3. Наплавка. Метод – MIG/MAG (проволока Св-08ГС, 30ХГСА или легированные марки под задачу), TIG при необходимости тонкослойного нанесения. Наплавка ведется спиральными валиками с перекрытием, контроль температуры интерпассного слоя (не выше 250–300 °C во избежание перегрева основного металла). Припуск на мехобработку – 2,5–4,0 мм на сторону.
4. Промежуточный контроль. После наплавки – визуальный осмотр на поры и трещины. Измерение диаметра наплавленного участка для подтверждения достаточности припуска. При необходимости – дополнительный проход.
5. Термообработка. При наплавке легированными материалами или при значительной толщине слоя выполняется отжиг для снятия внутренних напряжений (550–620 °C, выдержка 1–2 ч, охлаждение с печью или в термоизолирующем коробе). Для ответственных валов – закалка и отпуск наплавленного слоя до целевой твёрдости.
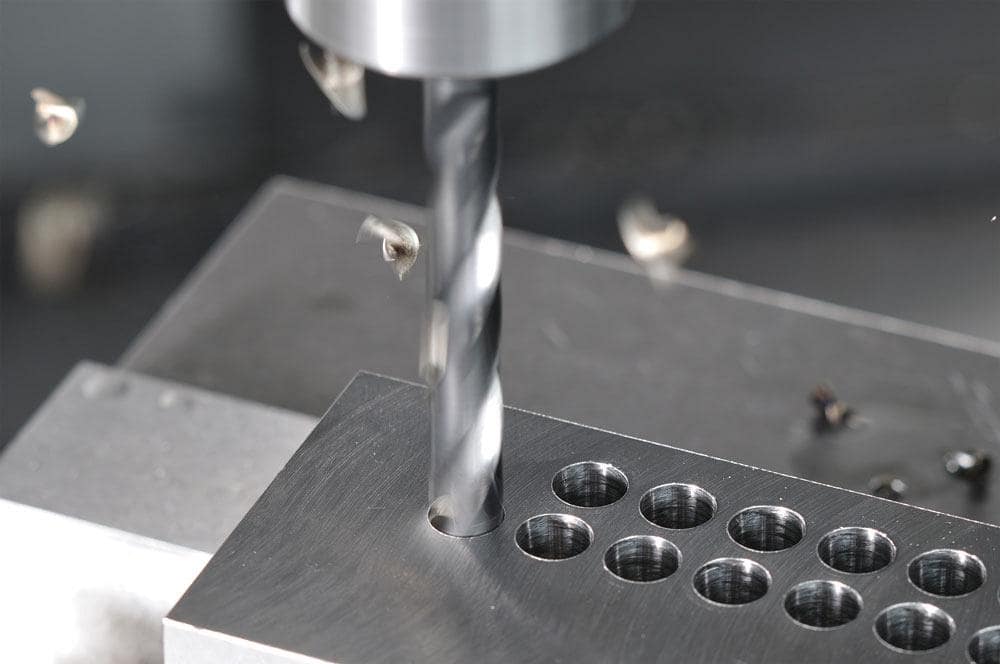
6. Механическая обработка. Черновое точение до ∅+0,5–0,8 мм от номинала. Чистовое точение до ∅+0,1–0,15 мм. Шлифование до номинала с соблюдением допуска (IT5–IT7 в зависимости от зоны) и шероховатости (Ra 0,2–0,8 мкм). Формирование фасок, канавок под стопорные кольца, переходных радиусов.
7. Финальный контроль. Измерение диаметра в нескольких плоскостях. Контроль биения в центрах. Проверка шероховатости. Осмотр на отсутствие видимых дефектов. По результатам составляется протокол замеров, который передается заказчику вместе с отремонтированным валом.
Наплавочные материалы: выбор под марку вала
Правильный выбор наплавочного материала определяет твердость, износостойкость и адгезию наплавленного слоя. Ошибка в выборе присадки – наиболее частая причина преждевременного отказа восстановленной детали.
| Марка стали вала | Рекомендуемая присадка | Твердость слоя |
| Ст45, 40Х, 30ХГСА | Св-08ГС, ER70S-6, OK Autrod 12.51 | 220–280 HB (после отпуска) |
| 40Х, 40ХН (закаленные) | OK Tubrodur 15.73, ER80S-D2 | 35–42 HRC |
| Шейки под роликовые подш. | 40Х13 (TIG) или ER420 | 48–55 HRC (после закалки) |
| Шлицевые зоны (ударный износ) | OK Tubrodur 14.71, Т-590 | 55–62 HRC |
| Уплотнительные шейки | Св-10ХН2МТ или нерж. ER316L | 180–220 HB, Ra 0,2 мкм |
Восстановление вала редуктора без демонтажа узла
Для ряда типов спецтехники полный демонтаж редуктора требует значительного времени и квалифицированного персонала. В «Полесье Сталь» мы применяем формат выездного ремонта с мобильным оборудованием – расточной станок на магнитном основании, переносной сварочный агрегат, измерительный инструмент.
Восстановление вала без полного демонтажа рационально при:
- доступном расположении изношенного участка вала при частичной разборке узла (снятие крышки редуктора, откидной щиток);
- износе посадочного места, который устраняется расточкой с установкой ремонтной втулки на месте – без станочной обработки на токарном станке;
- повреждении только уплотнительной шейки или резьбового участка – эти зоны восстанавливаются наплавкой и ручной обработкой шлифовальным инструментом или напильником с последующим контролем.
Если по результатам диагностики требуется шлифование с точностью IT5–IT6 – работа выполняется в цеху после демонтажа вала: мобильное оборудование не обеспечивает такую точность. Заказчик всегда заранее получает информацию о том, возможен ли ремонт на месте или требуется вывоз вала.
Итог
Восстановление вала редуктора спецтехники – технически обоснованная альтернатива замене в большинстве случаев износа. Ключевые условия успешного результата: корректная дефектовка перед началом работ, правильный выбор наплавочного материала под марку стали вала, соблюдение температурного режима при наплавке и обязательная финишная механическая обработка до номинальных посадок и шероховатости.
В «Полесье Сталь» мы выполняем полный цикл восстановления валов редукторов – от дефектовки и наплавки до шлифования и финального контроля с протоколом замеров. Работаем с любыми марками спецтехники, выезд по всей Беларуси 24/7. Пришлите фото или видео изношенного вала – инженер оценит объем работы и назовет сроки в течение 15 минут.